🌐In the modern industrial and healthcare landscape, Temperature Control Units (TCUs) have evolved from simple auxiliary equipment to critical components that determine product quality, safety, and operational efficiency. Globally, the market for thermal management systems is witnessing an unprecedented surge, driven by the rigorous demands of pharmaceutical manufacturing, food processing, and medical sterilization.
From high-precision autoclaves in European hospitals to large-scale water spray retorts in Southeast Asian food factories, the need for stable, accurate, and energy-efficient temperature regulation is universal. As a leading China Top Temperature Control Units Manufacturer, we recognize that the difference between success and failure in these sectors often rests on a single degree of temperature variance.
Countries Exported
Years Experience
Precision Accuracy
Support System
Modern TCUs now integrate AI algorithms to predict thermal lag and adjust heating/cooling cycles in real-time, reducing energy waste by up to 30%.
Eco-friendly refrigerants and heat recovery systems are no longer optional. Our units are designed to meet the strictest global carbon-neutrality standards.
Remote monitoring and cloud-based data logging ensure that medical and industrial processes are traceable, fulfilling FDA and GMP requirements.
Jiangsu Medovia Medical Co., Ltd. is a professional and reliable supplier in the medical equipment industry in China, committed to delivering advanced, high-quality, and cost-effective healthcare solutions to customers worldwide. With years of industry experience and continuous development, we have built a strong reputation as a trusted partner for medical institutions and distributors across the globe.
Our comprehensive product portfolio covers a wide range of medical applications, including surgical equipment, digital and portable X-ray systems, laboratory devices, patient monitors, ECG machines, ultrasound scanners, dental equipment, and hospital furniture.

Global procurement teams in the Middle East, Africa, and Southeast Asia are increasingly looking towards China for Temperature Control Units due to the perfect balance of price, performance, and durability. Our localized application support ensures that equipment is adapted to specific environmental conditions, such as high-humidity sterilization environments or high-temperature industrial zones.
To provide reliable, innovative, and accessible medical equipment, enabling healthcare providers worldwide to deliver better services.
Certified by ISO and CE systems, ensuring safety, stability, and performance in clinical environments.
A global network spanning Africa, Latin America, The Middle East, Southeast Asia, Europe, and North America.
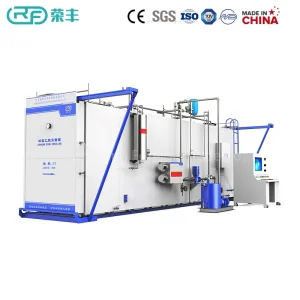
In the context of Automatic Steam Heating Sterilization, temperature control isn't just a setting—it's a safety protocol. Our retort sterilization machines utilize water spray technology to ensure uniform heat distribution, preventing "cold spots" that could compromise food safety or medical sterility. This level of expertise is what differentiates Medovia as a top-tier supplier.
For Hemodialysis systems, the temperature of the dialysate must be maintained with surgical precision to ensure patient comfort and treatment efficacy. Our thermal management modules within these machines are designed with redundant fail-safes, reflecting our commitment to the E-E-A-T principles—Expertise in engineering, Authoritativeness in the medical field, and Trustworthiness in patient outcomes.

We sincerely welcome customers from all over the world to visit our company and explore cooperation opportunities. Jiangsu Medovia Medical Co., Ltd. is committed to providing high-quality products, attentive service, and competitive prices, ensuring a truly win-win partnership.